Laddove si impieghino portapezzi girevoli (ponti girevoli su macchine a più assi e/o più mandrini) può diventare molto funzionale l’uso di cilindri idraulici per un cambio rapido delle attrezzature e/o delle piastre su cui esse appoggiano.
Al tempo stesso i sistemi a punto zero possono fornire un valido aiuto per cambiare rapidamente e con precisione qualsiasi attrezzatura di lavorazione, favorendo un ciclo di lavoro senza interruzioni.
L’uso di cilindri idraulici offre numerosi vantaggi:
- Le piastre d’attacco delle attrezzature possono essere sostituite separatamente;
- Il carico e lo scarico dei pezzi possono essere eseguiti indipendentemente tra loro sulle 4 facce;
- Collegamento idraulico mediante distributore rotante;
- Flusso ottimale dello scarico trucioli
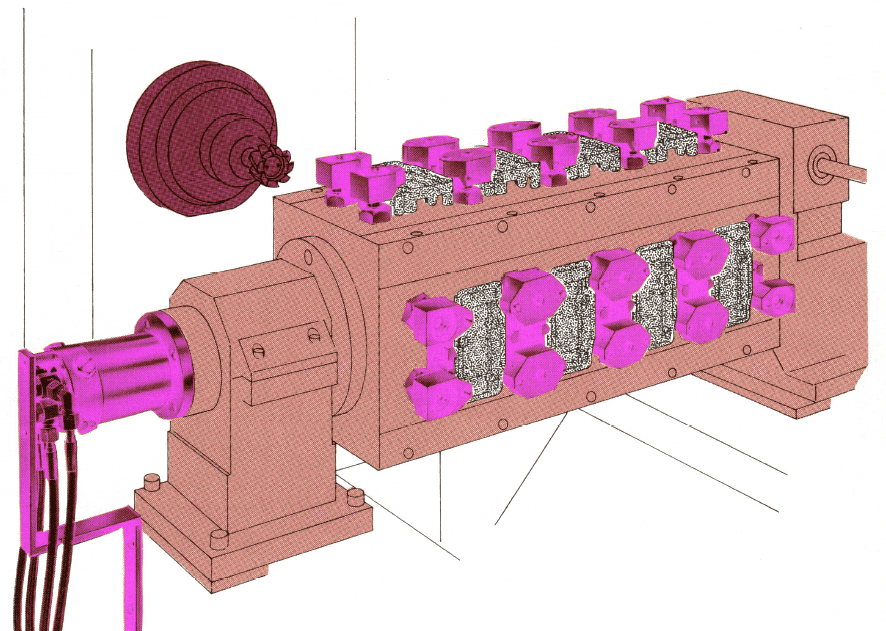
Attrezzatura di bloccaggio su portapezzi girevole a comando idraulico, senza supporto d’appoggio
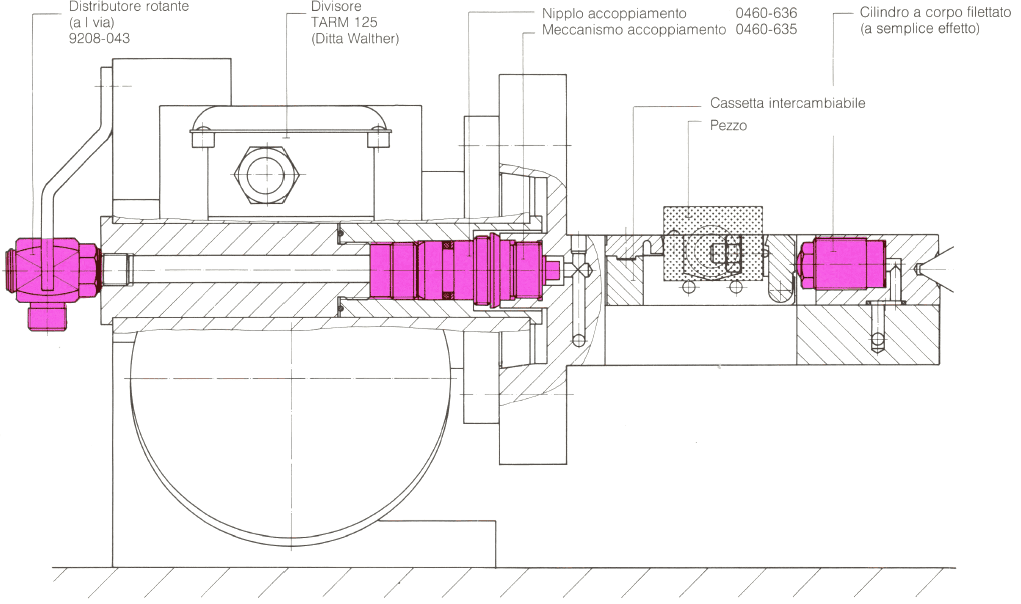
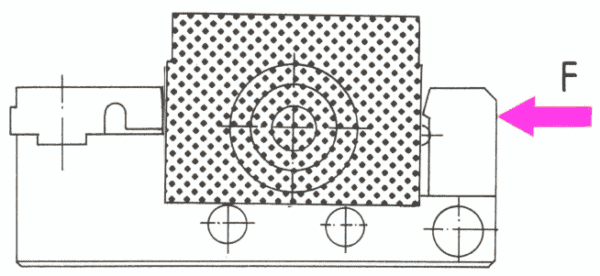
Per l’alloggiamento dei pezzi sono previste cassette intercambiabili, il cui profilo esterno rimane eguale per una famiglia di pezzi. Soltanto il profilo interno viene eseguito secondo la forma del pezzo. La cassetta intercambiabile e il pezzo vengono bloccati contemporaneamente dal cilindro idraulico a corpo filettato integrato nella piastra portante della cassetta.
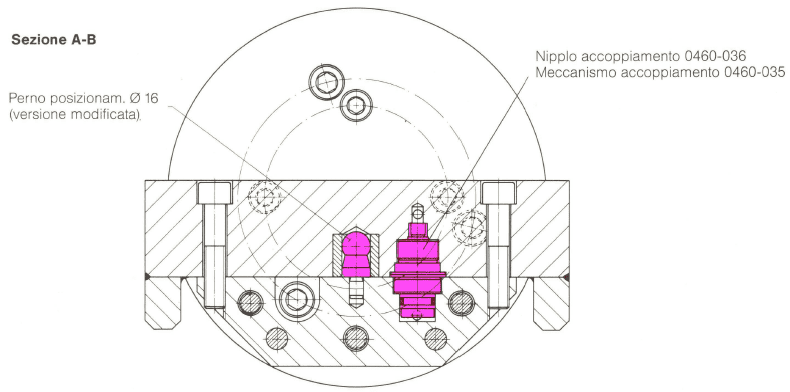
Flangiando il portacassette all’apparecchio a dividere si realizza il passaggio dell’olio in pressione attraverso un sistema automatico d’accoppiamento.
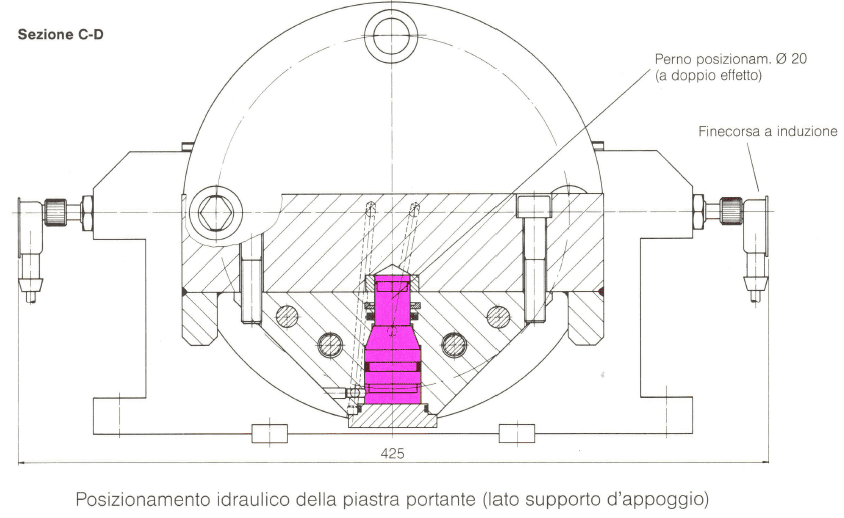
Attrezzatura di bloccaggio su portapezzi girevole, a comando idraulico, con supporto d’appoggio e posizionamento idraulico
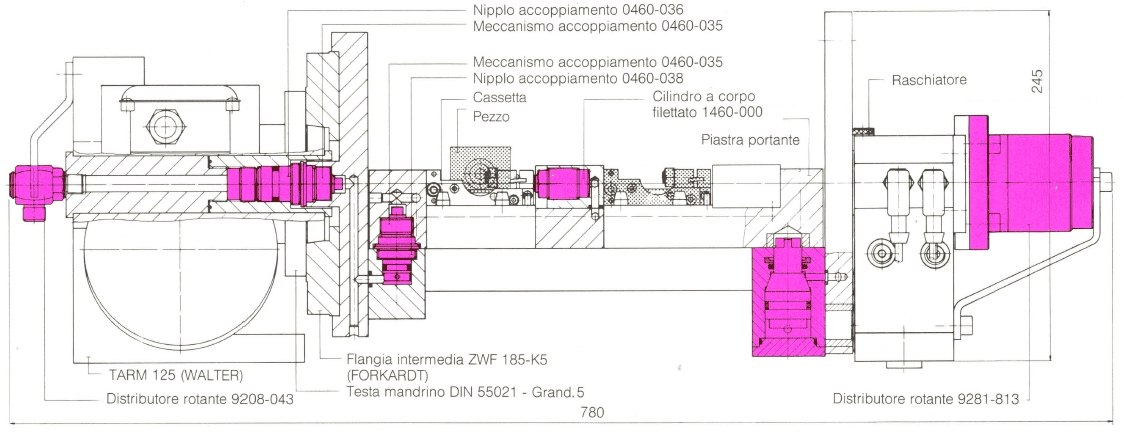
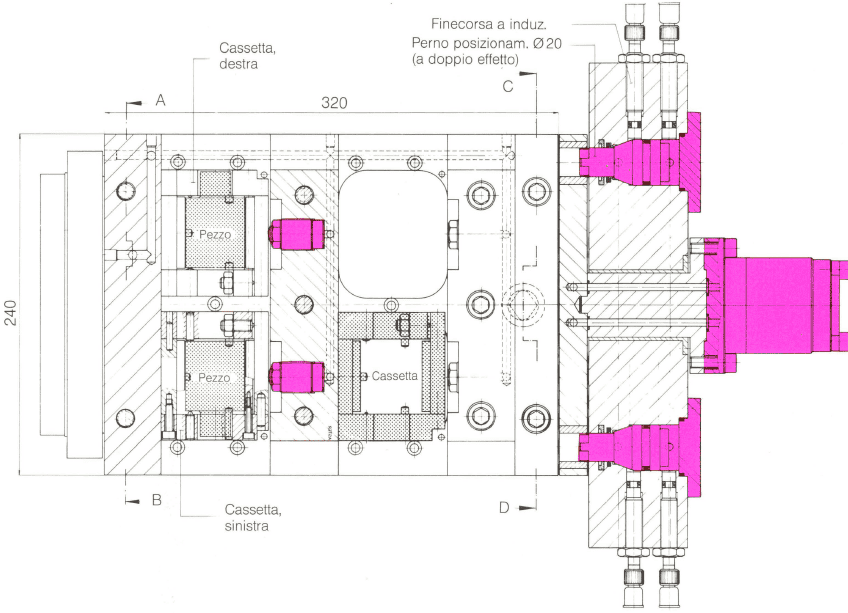
Per l’alloggiamento dei pezzi sono previste anche qui cassette intercambiabili con profilo esterno che rimane invariato. Soltanto il profilo interno viene eseguito secondo la forma del pezzo.
Le cassette intercambiabili ed i pezzi vengono bloccati contemporaneamente per mezzo dei cilindri idraulici con corpo filettato integrati nella piastra portante.
Altre caratteristiche particolari sono identificabili in:
- Posizionamento idraulico dell’attrezzatura e della piastra portante;
- Controllo della posizione degli elementi di posizionamento;
- Adduzione dell’olio del generatore di pressione all’attrezzatura attraverso distributori rotanti;
- Adduzione dell’olio in pressione ai cilindri di bloccaggio con sistema automatico d’accoppiamento all’appoggio della piastra portante;
- Rapida messa a punto al passaggio ad altri pezzi o famiglie di pezzi