Forze di bloccaggio in base alla dimensione dei tiranti
Nell’ambito dei sistemi di cambio rapido degli stampi automatici QDC, si possono ottenere vantaggi prestazionali tangibili. Occorre però esplorare le soluzioni di bloccaggio stampo più convenzionali, ovvero i tiranti manuali, per apprezzare a pieno i vantaggi dell’automazione. La tabella seguente mostra quali forze si possano ottenere dal bloccaggio tramite tiranti serrati a mano con le opportune coppie.
| Classe di resistenza filettatura 8.8 | M16 | M18 | M10 | M11 | M14 | M16 | M20 | M24 | M30 | M36 | M42 | M48 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Carico di prova ammesso secondo norma DIN 267, foglio 3 | [kN] | 12 | 21 | 34 | 49 | 67 | 91 | 143 | 205 | 326 | 478 | 652 | 856 |
| Forza di precarico max. ammessa (a 2/3 del limite di snervamento) | [kN] | 8 | 14 | 23 | 32 | 45 | 60 | 95 | 136 | 217 | 318 | 434 | 570 |
| Coppia di serraggio richiesta | [Nm] | 9 | 22 | 44 | 76 | 120 | 190 | 380 | 620 | 1200 | 2100 | 3400 | 5000 |
| Forza massima di bloccaggio raggiungibile manualmente* | [kN] | 8 | 14 | 23 | 32 | 45 | 56 | 67 | 70 | 70 | 70 | 70 | 70 |
| Forza di bloccaggio con staffetta (Rapporto di leva = 2:1) | [kN] | 5 | 9 | 15 | 21 | 30 | 37 | 44 | 46 | 46 | 46 | 46 | 46 |
| Quantità x diametro pistone per ottenere la forza di precarico di riga tre 3 a 400 bar | [mm] | 1x 44 | 1x 55 | 1x 63 | 1x 80 | 1×100 | 1×120 | 1x 140 | |||||
| 1×16 | 1x 20 | 1x 25 | 1x 32 | 1x 40 | 2x 32 | 2x 40 | 2x 50 | 3x 50 | 4x 50 | 2x 80 | 3x 80 | ||
| 3x 25 | 3x 32 | 3x 40 | 4x 40 | 6x 40 | 6x 50 | 8x 50 | |||||||
| Tempo di bloccaggio o sbloccaggio manuale per ogni punto di bloccaggio ** | [s] | 11 | 12 | 13 | 15 | 17 | 18 | 22 | 26 | 36 | (50) | (70) | (100) |
| Tempo di bloccaggio o sbloccaggio idraulico per ogni punto di bloccaggio | [s] | 0,8 | 0,9 | 1 | 1,1 | 1,2 | 1,3 | 1,5 | 1,8 | 2,2 | 3 | 4 | 5 |
| Raccomandazioni | Bloccaggio idraulico consigliabile se sono presenti più punti di bloccaggio | Zona di transizione fra bloccaggio manuale ed idraulico | Forza di bloccaggio max. ammessa non è raggiungibile manualmente; il bloccaggio idraulico è preferibile | Bloccaggio manuale non adatto; utilizzare esclusivamente il bloccaggio idraulico | |||||||||
* Forza di bloccaggio raggiungibile manualmente con chiave secondo norma DIN 894 con una forza manuale di 150 N e con un coefficiente di attrito di 0,14.
** Tempo totale per il bloccaggio o lo sbloccaggio manuale per raggiungere la forza di bloccaggio di riga 5, senza tenere conto del tempo per la preparazione dei particolari di bloccaggio. Corsa di bloccaggio = 6 mm. In caso di operazioni al di sopra della testa o con l’impiego di staffette di bloccaggio, il tempo di bloccaggio o di sbloccaggio deve essere incrementato del 50% circa per tenere conto di questi fattori.
*** Tempo totale per il bloccaggio e lo sbloccaggio idraulico, per raggiungere la forza di bloccaggio di riga 3. Centralina idraulica con motore elettrico e con elettrovalvole. Portata 40 cm3/s a 400 bar. Corsa di bloccaggio = 6 mm.
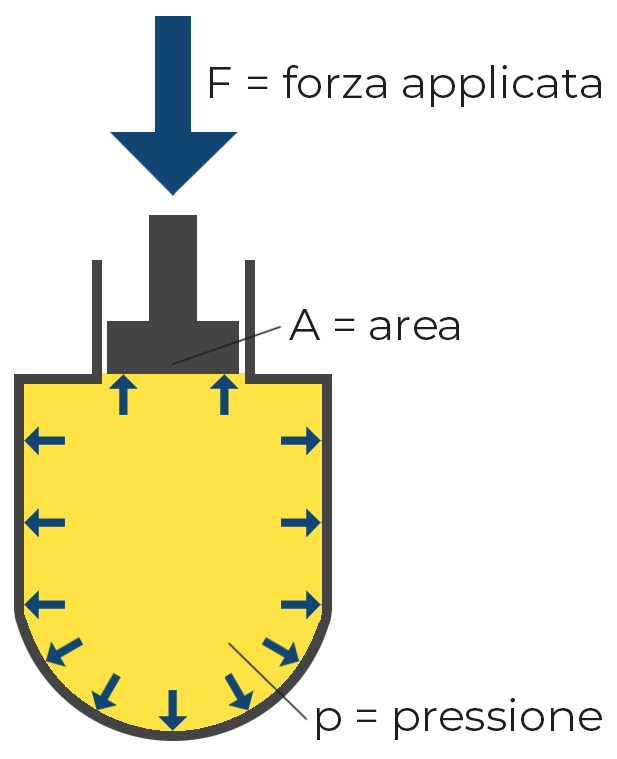
Formule utili per i calcoli della forza di bloccaggio
Le formule seguenti ci permettono di fare alcune assunzioni per poter valutare in maniera più accurata le forze in gioco durante il processo di bloccaggio di uno stampo su pressa.
Tempo di bloccaggio in base alla corsa disponibile
Bloccaggio manuale:  [s]
[s]
Bloccaggio idraulico:  [s]
[s]
t = tempo di bloccaggio (consultare riga 8 o 9 della tabella)
h = corsa di bloccaggio [mm]
m = fattore di corsa: 0,8 oltre i 6 mm; 1,2 al di sotto di 6 mm
Formule di calcolo per i bloccaggi idraulici
Tempo di bloccaggio:  [s]
[s]
Velocità del pistone:  [mm/s]
[mm/s]
Portata della pompa:  [l/min]
[l/min]
Potenza motore:  [W]
[W]
Perdita di pressione:  [bar]
[bar]
t = Tempo di bloccaggio [s]
q = Quantità di olio per 1 mm corsa pistone secondo tabella di catalogo [cm3/mm]
s = Corsa di bloccaggio [mm]
z = Numero di cilindri di bloccaggio
Q = Portata della pompa [l/min]
A = Superficie del pistone [cm2]
n = Velocità motore [RPM]
V = Portata della pompa [l/giro]
p = Pressione d’esercizio [bar]
Ipotesi:  = 0,055
= 0,055
Rendimento volumetrico = 0,96
Rendimento motore = 0,88
L = Lunghezza tubo [m] (tubo diritto, liscio)
d = Diametro interno tubo [mm]
v = Velocità flusso [m/s] (vmax = 6 m/s per tubi di mandata, 2 m/s per tubi di ritorno)
Analisi delle forze in gioco
La forza di bloccaggio da applicare sul semistampo inferiore o superiore dipende da:
- la forza di estrazione dello slittone
- la forza dell’espulsore
- la forza di accelerazione
- il peso dello stampo
A tale proposito, la forza di bloccaggio totale da applicare agli elementi di bloccaggio deve essere maggiore rispetto a quella massima presente nel singolo caso. In generale, per la forza di bloccaggio totale per ogni semistampo, vale il seguente valore orientativo:
Forza di bloccaggio totale = dal 10 % al 20 % della spinta della pressa
Dalla forza di bloccaggio totale viene determinato il numero necessario di elementi di bloccaggio tenendo in considerazione la relativa forza di bloccaggio e le condizioni locali della situazione di bloccaggio (simmetria, spazio libero ed altro).
Forza di estrazione dello slittone
Una progettazione adeguata è possibile sulla base della forza di estrazione dello slittone, che deve essere completamente coperta dalla forza di bloccaggio totale. La forza di estrazione è quella forza che agisce sui punti di bloccaggio dello stampo dopo la deduzione delle perdite dovute all’attrito e all’accelerazione. Nel caso di presse ad iniezione viene definita come forza di apertura. Per ogni singolo caso occorre verificare quale forza deve essere considerata per la scelta degli elementi di bloccaggio.
In condizioni di esercizio normali non viene sfruttata tutta la forza che può essere sviluppata dalla macchina. Una tale forza spesso si manifesta soltanto in caso di incollaggio dei semistampi. In questi casi di emergenza, gli elementi di bloccaggio devono essere protetti dalla rottura o dal danneggiamento.
Forza dell’espulsore
Se occorre utilizzare degli espulsori, è necessario tenere in considerazione la massima forza di espulsione. La forza di espulsione agisce sullo stampo se i cilindri dell’espulsore non vanno in battuta contro i propri arresti, ma è lo stampo stesso che viene utilizzato come arresto. Ciò significa che le forze di espulsione devono essere comunque assorbite.
Valori approssimativi in base alle direttive VDI 3145
- Forza di richiamo (estrazione) dello slittone: dal 5 % al 20 % della spinta della pressa
- Forza espulsore nella tavola: dal 5 % al 20 % della spinta della pressa
- Forza espulsore nello slittone: dal 1 % al 10 % della spinta della pressa
Forza di accelerazione
Se vengono utilizzati stampi eccezionalmente pesanti e/o se si verificano accelerazioni dello slittone elevate, occorre tenere in considerazione la forza di accelerazione. L’accelerazione dipende dall’azionamento della pressa, dalle caratteristiche meccaniche (elasticità, rigidezza) della struttura della pressa e dal tipo di operazione che viene eseguita.
Devono essere considerati i seguenti valori approssimativi:
- Con presse rapide di tranciatura: circa 50 g
- Con presse con struttura a C: circa 30 g
- Con presse per carrozzeria: circa 6 g
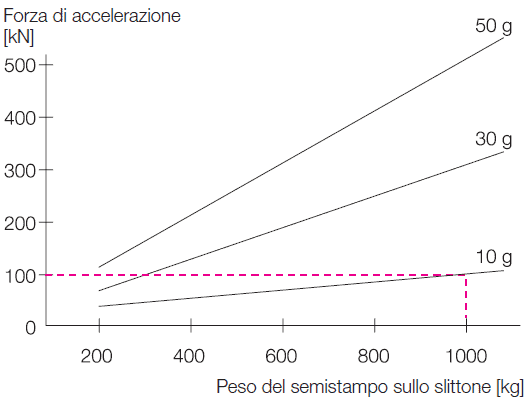
Per determinare le forze di accelerazione è necessario conoscere il peso degli stampi. La relazione fra le due grandezze più sotto è rappresentata graficamente.
Esempio di calcolo della forza di bloccaggio
Dati di partenza per ipotizzare il calcolo della forza necessaria per il bloccaggio di ogni semistampo di una pressa:
- Pressa idraulica a doppio montante, non impiegata in un’operazione di imbutitura
- Massima forza di estrazione (ritorno) 400 kN
- Peso del semistampo superiore e inferiore, ciascuno 1000 kg
Valore orientativo per la forza di bloccaggio totale per ciascun semistampo:
20 % della spinta della pressa = circa 400 kN
In base al grafico della forza di accelerazione:
Con un’accelerazione di circa 10 g ed un peso di 1000 kg, secondo il diagramma sopra, la forza di accelerazione è di circa 100 kN.
La forza di bloccaggio, data la modesta forza di accelerazione risultante, viene determinata sulla base della forza di estrazione, poichè essa è la maggiore tra i due parametri.
La forza di bloccaggio totale necessaria, per ogni semistampo, ammonta quindi a 400 kN.